
Single Minute Exchange of Die (SMED) w celu zmniejszenia i skrócenia czasu przezbrajania jest jedną z najbardziej znanych metod w szczupłej produkcji. Jednak oryginalne kroki przedstawione przez Shingo mają, moim zdaniem, potencjał do poprawy. Dlatego zrestrukturyzowałem warsztat przezbrojeniowy w oparciu o moje doświadczenia z SMED, aby uczynić go łatwiejszym i prostszym. Ta przeróbka nie jest przełomowa ani rewolucyjna. To jedynie kilka drobnych zmian, aby ułatwić korzystanie z niej. Ponieważ jest to obecnie popularne, dodałem również 2.0 po SMED dla mojego SMED 2.0.
Wstęp

Danly Press Muzeum Przemysłu Toyoty
Klasyczny SMED firmy Shingo opiera się na warsztatach szybkiej wymiany w Toyocie, które same w sobie były inspirowane przez wiele innych firm i osób. Klasyczne kroki Shingo są następujące.
- Zmierzyć czasy przezbrojeń.
- Zidentyfikuj czynności wewnętrzne i zewnętrzne.
- Przenieś jak najwięcej czynności na zewnątrz (poza czas zatrzymania maszyny).
- Skróć czas trwania czynności wewnętrznych.
- Skróć czas trwania czynności zewnętrznych.
- Standaryzuj i utrzymuj nową procedurę.
Chociaż zawiera to wszystkie istotne elementy SMED, układ mógłby być lepszy. Brakuje mi też weryfikacji czy nowa sekwencja faktycznie działa i PDCA na końcu. Dlatego powtórzę kolejność:
SMED 2.0
Podobnie jak w przypadku każdego ulepszenia, należy najpierw określić i ustalić priorytety tego, co chcesz poprawić. Kiedy już znasz swój temat, powinieneś założyć mały zespół osób wykwalifikowanych w temacie i dać im czas na pracę. Mając te podstawy na uboczu, zacznijmy SMED 2.0.
Zmiana stanu bieżącego
Pierwszym krokiem jest oczywiście analiza aktualnego stanu przezbrojenia. Obserwuj typową zmianę (może nagraj ją na wideo, jeśli pracownicy się zgodzą). Śledź wszystkie osoby zaangażowane w przejście i zobacz, co robią i jak długo to trwa.
Zwróć również uwagę, kiedy główny proces został zatrzymany, kiedy został ponownie uruchomiony i kiedy została wyprodukowana pierwsza dobra część z pełną prędkością. Dwa ostatnie punkty mogą być identyczne, ale czasami między rozpoczęciem procesu a normalną produkcją występują pewne ustawienia, regulacje, rozgrzewanie lub podobne czynności.
Czasami oprócz procedury przyspieszania na końcu można również znaleźć procedurę zwalniania na początku. Celem jest zmniejszenie utraconej produktywności, w tym spowolnienie, okres pełnego zatrzymania i przyspieszenie. Używając nomenklatury Shingo, nazywam je również krokami wewnętrznymi, podczas gdy przygotowanie przed i podsumowanie po są krokami zewnętrznymi.
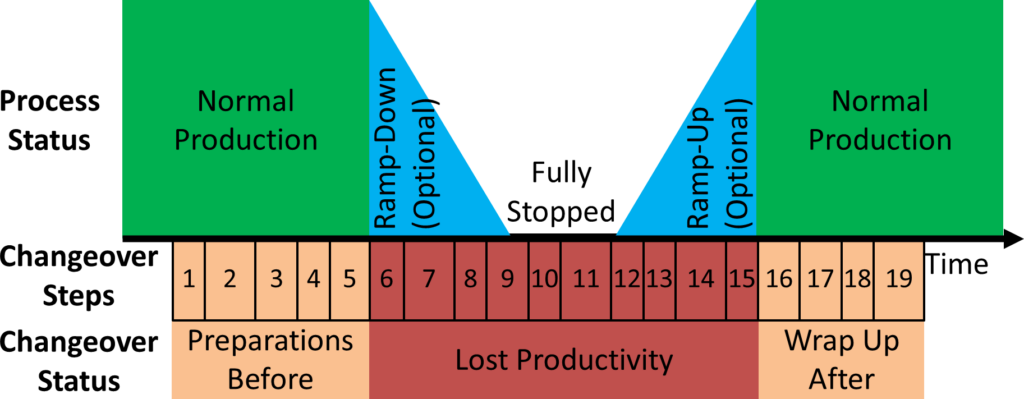
Idealnie, na końcu masz tabelę Excela z listą kroków, ich kolejnością i czasem trwania. Typowe pułapki to przeoczenie niektórych przygotowań, które miały miejsce wcześniej, jeszcze przed zatrzymaniem maszyny.
Możesz również próbować zaobserwować więcej niż jedno przezbrojenie. Chociaż często obserwuje się tylko jedno, opierając się następnie na wiedzy osób z zespołu doskonalenia, aby poznać różnice w przejściach.
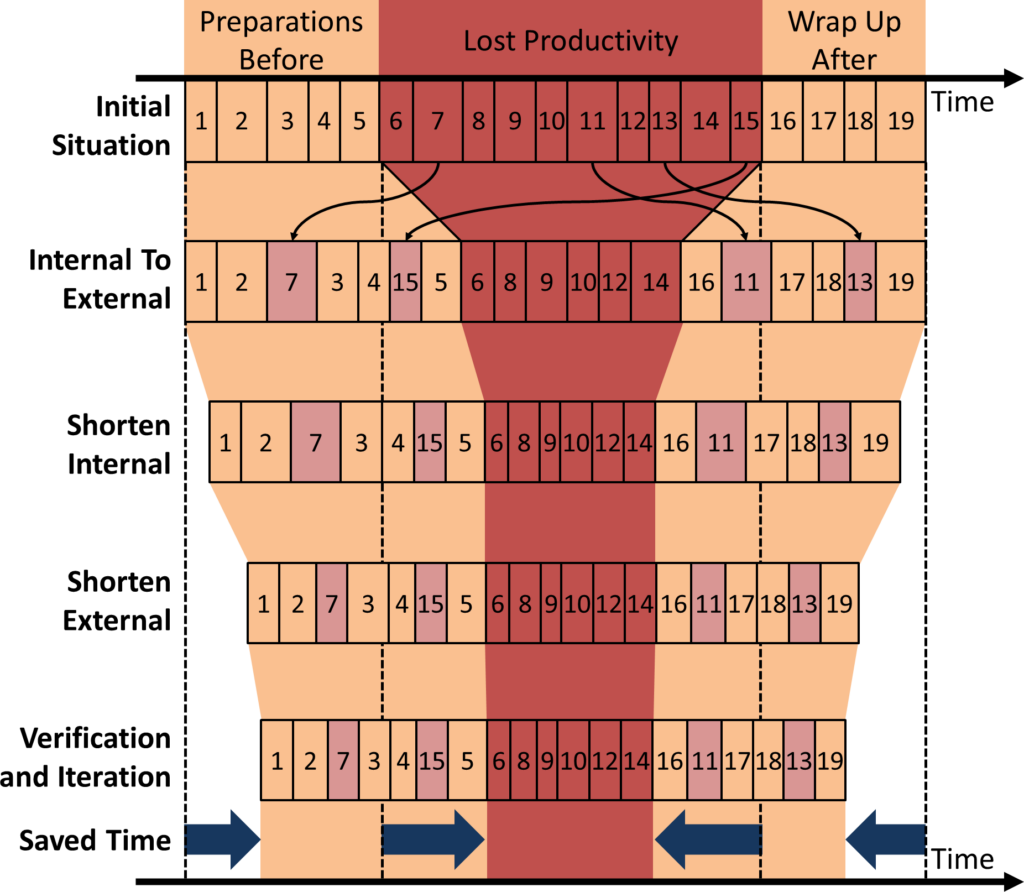
Przenieś czynności wewnętrzne na zewnętrzne
Następnym krokiem jest bliższe przyjrzenie się zadaniom między hamowaniem a przyspieszaniem procesu. Zastanów się, które możesz przenieść przed lub po przygotowaniach lub podsumowaniu? Czy istnieją kroki, które można całkowicie wyeliminować? Co jest do tego niezbędne? Zwykła zmiana organizacyjna? Zmiana techniczna? Lepsze narzędzie? Dodatkowy pracownik do pomocy? Ile czasu zajmie wdrożenie?
Skróć czynności wewnętrzne
Powinieneś również przyjrzeć się pozostałym krokom między początkiem hamowania a końcem przyspieszania. Czy można je skrócić, a nawet całkowicie wyeliminować? Czy możesz je ułatwić? Ile wysiłku wymaga zmiana i jak długo to zajmie? Jeśli podczas tej rundy warsztatu masz inny pomysł na wyjście poza utraconą produktywność, zrób to!
Skróć czynności zewnętrzne
Podobnie, powinieneś również przyjrzeć się przygotowaniom przed i podsumowaniu po przezbrojeniu, zewnętrznym krokom (w tym także przeanalizuj te, które właśnie przeniosłeś na czynności zewnętrzne). Czy można je skrócić, wyeliminować lub ułatwić? Ile wysiłku wymaga zmiana i jak długo to zajmie?
Należy pamiętać, że skracanie czynności zewnętrznych jest znacznie mniej ważne niż przesuwanie i skracanie kroków wewnętrznych. Ograniczenie zewnętrznych kroków skraca czas potrzebny pracownikom na przezbrojenie, co – w zależności od czasu trwania i częstotliwości przezbrojenia – może być opłacalne. Jednak ograniczenie lub wyeliminowanie kroków wewnętrznych przyniesie znacznie więcej korzyści. Oprócz skrócenia czasu pracowników dokonujących przezbrojenia, zyskujesz również (prawdopodobnie bardzo potrzebną) zdolność produkcyjną… lub, jeszcze lepiej, mniejsze rozmiary partii. Jeśli możesz przenieść krok wewnętrzny na zewnętrzny, warto to zrobić, nawet jeśli zewnętrznie zajmie to więcej czasu .
Weryfikacja i iteracja
W oryginalnej strukturze Shingo brakuje weryfikacji i iteracji. Na koniec należy sprawdzić, czy nowa sekwencja przezbrojeń jest wykonalna. Jeśli możesz, wypróbuj to z prawdziwym przezbrojeniem. Równie dobrze może się zdarzyć, że nowa sekwencja ma błąd i dwa kroki kolidują ze sobą. Takie problemy trzeba rozwiązywać.
Jeśli nie jesteś jeszcze zadowolony z nowego czasu trwania przezbrojenia, możesz powtórzyć i ponownie wykonać te kroki. Sprawdzisz, czy można zyskać jeszcze więcej czasu przy zatrzymanej maszynie (najlepsze podejście) lub w czynnościach zewnętrznych (co również jest na plus)?
Jeśli potrzebujesz większych zmian technologicznych, możesz polegać na dostawcach i/lub instalacji nowych narzędzi. Zastanów się czy zaczekasz z wdrożeniem nowego standardu, aż się pojawią nowe narzędzia, czy też warto starać się wdrożyć już teraz standard tymczasowy?
Standaryzacja
Gdy ty i twoi ludzie uzgodnicie nową kolejność przezbrojeń, musi to zostać zapisane w nowym standardzie, a pracownicy muszą zostać przeszkoleni do jego stosowania.
PDCA
Jak zawsze, nie zapomnij o PDCA. Zrób sprawdzenie procesu w trakcie kolejnych przezbrojeń, aby zobaczyć, czy standard działa i czy jest nadal przestrzegany, nawet jakiś czas po warsztacie. Jeśli nie jest przestrzegany, to sprawdź czy standard nie jest jednak wadliwy, czy też może operatorzy potrzebują więcej szkoleń lub nadzoru?
Chociaż mam nadzieję, że znasz SMED, mam również nadzieję, że ten post nieco go zrestrukturyzował. Ponownie, nie jest to duża zmiana, ale lekkie ulepszenie. A teraz wyjdź, skróć czas przezbrojenia, aby mieć mniejsze partie i zorganizuj swoją branżę!
Oryginalny wpis w języku angielskim i źródła zdjęć dostępne są na blogu autora:
SMED 2.0—A Changeover for the Changeover


